EDT obrada teksture površine radnih valjaka
EDT obrada (Electrical Discharge Texturing) predstavlja proces obrade metala promenom njegove teksture, odnosno površinske strukture materijala radnog predmeta (radnog valjka sa završnih Valjačkih linija) pomoću kontrolisanih električnih pražnjenja kojima se stvaraju električni impulsi između elektroda i radnog valjka, što izaziva formrianje mikronskih krateri i udubljenja na njegovoj površini.
Tehnologija
Generalno u svetu se primenjuju četiri osnovne tehnike tzv. Teksturisanja odnosno promene površinske teksture metala tačnije čeličnih radnih valjaka:
1. Teksturisanje metala Peskarenjem (SBT / Shot Blasting Texturing) – radni valjak rotira oko svoje ose i postavljen je u zatvorenu komoru pri čemu se izlaže bombardovanju čeličnim kuglicama (tzv.sačmom) pod dejstvom centrifugalnog rotacionog točka, izazivajući tako plastičnu deformaciju površinske strukture radnog dela valjka. Hrapavost se postiže u dijapazonu od Ra=1,5–6,0 mikrona i može se kontrolisati brzinom rotacije centrifugalnog točka, brzinom rotacije samog valjka, pri čemu ipak kvalitet ove metode umnogome zavisi od tvrdoće valjka.
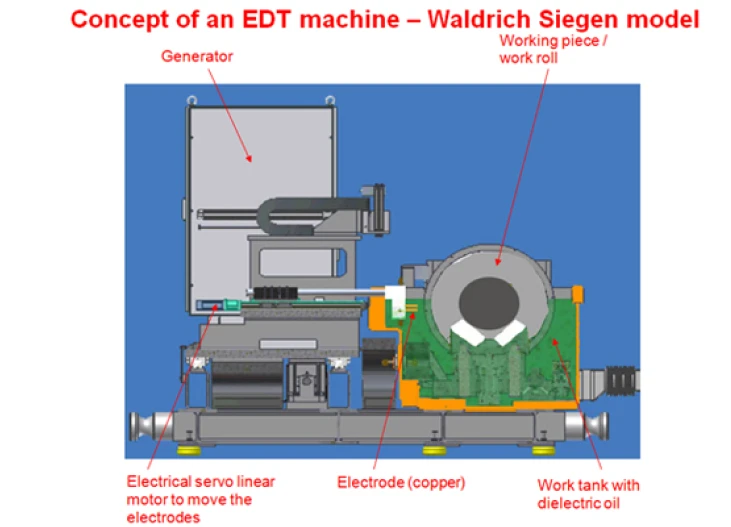
2. Teksturisanje metala EDT obradom (EDT / Electro Discharge Texturing) – kod ove metode tzv. Promene Teksture Električnim Pražnjenjem, radni valjak rotira oko svoje ose i postavljen je u rezervoar sa dielektričnim uljem gde je sa jedne ili obe strane valjka postavljen set elektroda kroz koji se propušta električna energija odgovarajuće snage, biva izložen dejstvu električnih impulsa u vidu iskri koje erodiraju površinu valjka formirajući mikronske kratere koje odlikuje oblik i visina pikova odnosno vrhova i udubljenja kratera. U poređenju sa metodom Peskarenja metala, EDT metoda omogućava veči broj pikova, učestalost ponavljanja procesa i široki dijapazon hrapavosti (Ra=0–15 mikrona).
3. Teksturisanje metala Laserskim snopom (LT / Laser Texturing) – snop lasera je fokusom usmeren na radnu površinu valjka, pri čemu helikoidni rotacioni točak svojim okretanjem i položajem lopatica prekida snop tako da laser deluje u prekidima i tako kontrolisano topi tačku udara na površinu valjka kreirajući odgovarajuće kratere sa pikovima/vrhovima i udubljenjima. Metal Istopljen pod dejstvom lasera se odvodi pomoću plazme i pod uticajem inertnog gasa (O2, CO2, Ar). Ova tehnologija omogućava kontrolu rasporeda kratera kao i različite kombinacije veličine pikova i oblika udubljenja, čime se dobijaju kontrolisane različite kombinacije vrednosti hrapavosti.
4. Teksturisanje metala Elektronskim snopom (EBT / Electron Beam Texturing) – ova metoda koristi vrlo snažni snop elektrona koji u vakuum sredini posredstvom odgovarajućeg sočiva deluje na radni valjak koji rotira oko svoje ose i lagano se pomera napred i time kreira mikronske kratere sa metalnim obodom. Postupak se može ponavljati unedogled sa izuzetno visokom preciznošću, pri čemu ova metoda omogućava kreiranje determinističke teksture kao i pseudo-stohastičke teksture.
5. Teksturisanje metala Elektro-Hemijskim putem (ECD / Electro Chemical Deposition) – ova metoda patentirana od strane nemačko-švajcarske kompanije TOPOCROM zapravo se bazira na klasičnom procesu elektrohemijskog nanošenja tvrde prevlake hroma odnosno tvrdom hromiranju, s tom razlikom što se ovde parametri hromiranja kontrolišu pomoću računara čijim kombinovanjem se dobija zahtevana hrapavost kao i odgovarajući broj pikova. Ovom metodom moguće je postići hrapavost u dijapazonu Ra=0,5 – 12 µm odnosno broj pikova Pc=100 l/cm.

Metode kao što su SBT, EDT i ECD spadaju u grupu „stohastičkih“ metoda, odnosno obezbeđuju nepravilan oblik mikronskih kratera na buretu radne valjke, dok metode kao što su LT i EBT spadaju u grupu „determinističkih“ metoda kojima se dobija pravilan i pravilan oblik predmetnih mikronskih kratera.
Naime, od svih navedenih metoda samo EDT, EBT i LT metode predstavljaju značajno unapređenje sada već zastarele SBT metode, sa stanovišta stabilnosti hrapavosti, kvaliteta teksture talasaste, zatim visokog stepena formiranja u presama za duboko izvlačenje, tj. kao i izgled boje na hladno valjani čelični lim koji se obavezno tretira teksturiranim radnim rolnama koje se koriste za izradu čelične trake za oblikovanje karoserije automobila.