轧辊毛化服务是指通过控制电放电改变金属材料内部结构或工件材料(精加工轧机生产线的工作辊)表面结构的过程,其中在电极和工作辊之间产生电脉冲,从而在其表面形成微米级的凹坑和凹槽。
目前,世界上通常有四种基本技术用于改变金属表面纹理,或者准确地说是钢制工作辊:
1. SBT/喷丸纹理化 – 工作辊绕其轴线旋转,并放置在一个封闭的腔室中,在离心旋转轮的影响下,工作辊暴露在钢球(所谓的散弹)的轰炸下,从而导致工作辊辊筒表面结构的塑性变形。粗糙度在 Ra=1.5–6.0 微米范围内,可以通过离心轮的转速或辊本身的转速来控制,但这种方法的质量在很大程度上取决于辊的硬度。
2. EDT / 电火花纹理处理 – 在这种所谓的电火花纹理处理方法中,工作辊绕其轴线旋转并放置在一个装有介电油的油箱中,油箱在辊的一侧或两侧纵向放置一组电极,足够强度的电能通过这些电极,并受到火花形式的电脉冲的影响,电脉冲通过形成微米凹坑侵蚀辊的表面,这些凹坑的特征是峰的形状和高度,分别是凹坑的峰和凹陷。与喷丸金属方法相比,EDT 方法能够实现更高的峰值数量以及工艺重复频率和广泛的表面粗糙度范围(Ra = 0-15 微米)。
3. LT / 激光纹理化 – 激光束通过聚焦在工作辊筒上,螺旋旋转轮通过旋转和定位刀片来中断光束,使激光间歇性地工作,这样在受控环境中,激光通过创建具有峰和凹槽的适当凹坑来熔化辊表面上的撞击点。在激光作用下熔化的金属被等离子体和惰性气体(O2、CO2、Ar)排出。该技术可以控制凹坑的排列以及峰大小和凹槽形状的各种组合,从而获得受控的不同粗糙度值组合。
4. EBT / 电子束纹理化 – 该方法使用非常强大的电子束,该电子束在真空环境中通过相应的透镜作用于绕其轴线旋转并逐渐向前移动的工作辊,从而创建具有金属边缘的微米凹坑。该过程可以无限重复,精度极高,因此该方法可以创建两种类型的纹理 – 确定性和伪随机性纹理。
5. ECD / 电化学沉积 – 该方法由德国-瑞士公司 TOPOCROM 获得专利,实际上基于经典的电化学工艺,即分别应用硬铬镀层,不同之处在于,此处镀铬工艺的参数由计算机控制,通过结合获得所需的粗糙度和相应的峰值数。使用这种方法可以实现 Ra = 0.5 – 12 微米范围内的粗糙度或 Pc = 100 l/cm 的峰值数。
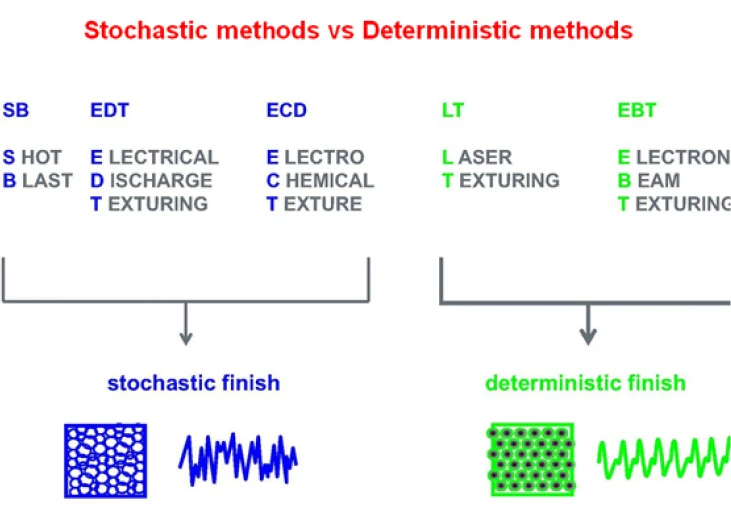
SBT、EDT 和 ECD 等方法分别属于“随机”方法组,它们在工作辊辊筒上提供不规则形状的微米凹坑,而 LT 和 EBT 等方法属于“确定性”方法组,它们获得目标微米凹坑的规则和适当形状。
事实上,在所有上述方法中,只有 EDT、EBT 和 LT 方法代表了现已过时的 SBT 方法的重大改进,从粗糙度稳定性、纹理起伏的质量、深拉压力机的高水平成形以及应用于冷轧钢板的颜色外观的角度来看,冷轧钢板必须由用于制造车身成形钢带的纹理工作辊进行处理。