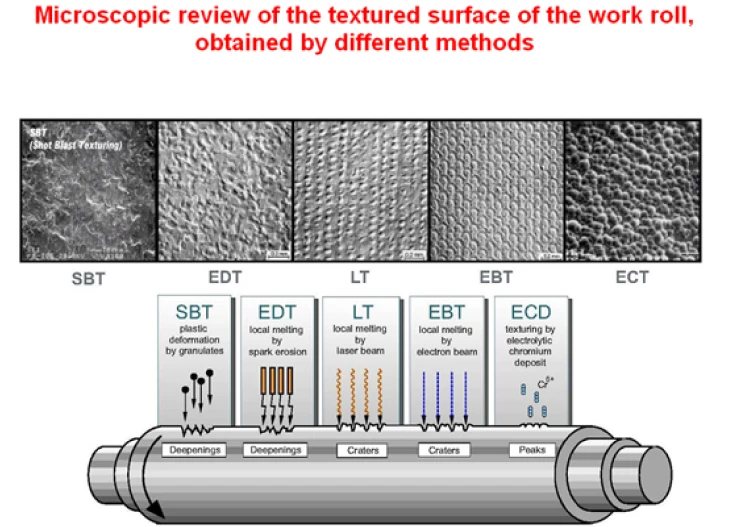
轧辊毛化服务是指通过控制电放电改变金属材料内部结构或工件材料(精加工轧机生产线的工作辊)表面结构的过程,其中在电极和工作辊之间产生电脉冲,从而在其表面形成微米级的凹坑和凹槽。
由于毛化机在运行过程中通过受控电放电产生微米凹坑,因此在这种具有电介质的工作环境中,会在电极和工作辊之间形成放电,其中以火花形式出现的电脉冲会从工作辊表面排出侵蚀颗粒。