




Laser-Metallabscheidung (LMD) / Laserauftragschweißen
Die Technologie der direkten Interaktion des Zusatzmaterials (Pulver oder Draht) mit einem Laserstrahl, bei dem eine Materialschicht auf der Oberfläche des Substrats aufgebaut wird, bleibt gleich – sie ist als LASERAUFTRAGSSCHWEIßEN bekannt.
Prozess
Laserauftragschweißen, auch bekannt als Laser-Metallabscheidung (LMD) oder Direkte Energieabscheidung (DED), verwendet Metalllegierungspulver oder Metalldraht, um die Oberflächen von Metallkomponenten zu verbessern.
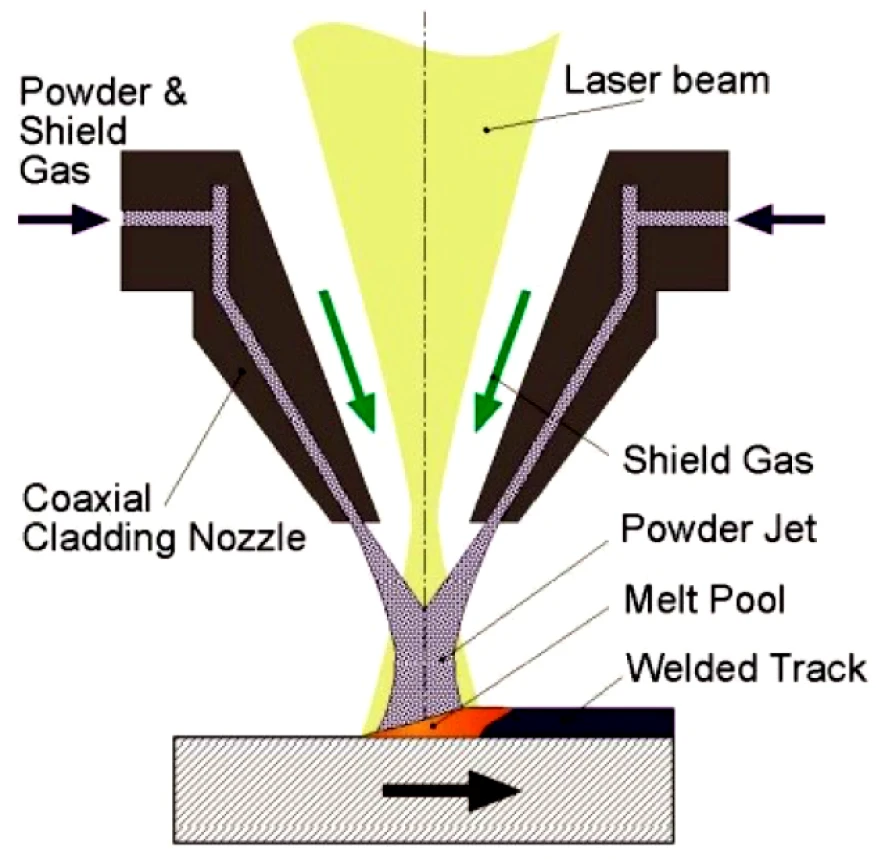
Der Laserauftragschweißprozess verwendet einen Laserstrahl, um ein Schmelzbad auf einem metallischen Substrat zu bilden. Metallpulver oder Metalldraht wird direkt in das Schmelzbad injiziert, und das abgelegte Metall kühlt dann in einem kontrollierten und gleichmäßigen Muster ab, wodurch eine vollständige metallurgische Verbindung mit dem Substrat entsteht.
Here’s the translation of the text you provided to German:
Beim Laserauftragschweißen wird der Laserstrahl auf das Werkstück mit einer ausgewählten Punktgröße fokussiert oder entfokussiert. Das Pulverbeschichtungsmaterial wird durch ein Inertgas über eine Pulverdüse in das Schmelzbad transportiert.
Die Laseroptik und die Pulverdüse werden über die Werkstückoberfläche bewegt, um Einzelspuren, vollständige Schichten oder sogar großvolumige Aufbauten abzulegen.
Dies trägt dazu bei, die folgenden Vorteile zu erzielen:
- Geringe wärmebeeinflusste Zone (HAZ).
- Geringe Verdünnung [2] mit dem Substrat (ca. 5%), was zu besseren Beschichtungseigenschaften führt.
- Metallurgische Bindung, die zu höchster Schlagzähigkeit führt.
- Geringer Wärmeeintrag, was zu vernachlässigbarer Verzerrung führt.
- Hohe Prozesszuverlässigkeit und Wiederholbarkeit.
- Hohe Abscheideeffizienz [3] bei der Arbeit mit Pulvermaterialien (80-95%).
- Große Auswahl an Abscheideoptionen.
Parallel dazu wird das Füllmaterial in Form von Pulver oder Draht in das Schmelzbad eingebracht, schmilzt und bildet eine Beschichtung auf der Oberfläche des Basismaterials.
Da der Prozess in der Bewegung eines Teils oder Arbeitkopfes erfolgt, werden sogenannte Schweißnähte mit definierter Größe auf der Oberfläche gebildet (die Breite entspricht typischerweise der Punktgröße des Laserstrahls).

Here’s the translation of your text into German:
Eine der zuletzt sehr populären Untervarianten des konventionellen Laserauftragschweißens (Laser-Metallabscheidung) ist eine Hochgeschwindigkeits-Laserauftragschweißtechnik, die in der Beschichtungsanwendung bei industriellen Nutzern zunehmend an Aufmerksamkeit gewinnt, aus folgenden Hauptgründen:
- Hochgeschwindigkeits-Laserauftragschweißen bietet eine höhere Verarbeitungseffizienz.
- Höhere Verarbeitungsgenauigkeit.
- Geringere zukünftige Verarbeitungskosten.
- Minimale Wärmeeinbringung in das Werkstück, was die Verformung des Werkstücks verringern kann, neben anderen Vorteilen.
Der Extreme Hochgeschwindigkeits-Laseranwendungsprozess (EHLA) oder Hochgeschwindigkeits-Laserauftragschweißen (HSLC) ist ein neuartiger Beschichtungsprozess, der vom Deutschen Institut für Lasertechnologie „Fraunhofer ILT“ erfunden wurde und das Potenzial zeigt, disruptive Veränderungen in der großflächigen Beschichtungsproduktion zu bewirken, als grüne Technologie, die hohe Geschwindigkeit, hohe Materialeffizienz und niedrigen Energieverbrauch vereint.
EHLA / HSLC kann in vielerlei Hinsicht als überlegen gegenüber neuen und etablierten Beschichtungstechnologien betrachtet werden, sowohl als Beschichtungsprozess als auch in der Leistung und den Eigenschaften der resultierenden Beschichtungen zum Schutz gegen korrosive, abrasive, erosive und thermische Umgebungen.
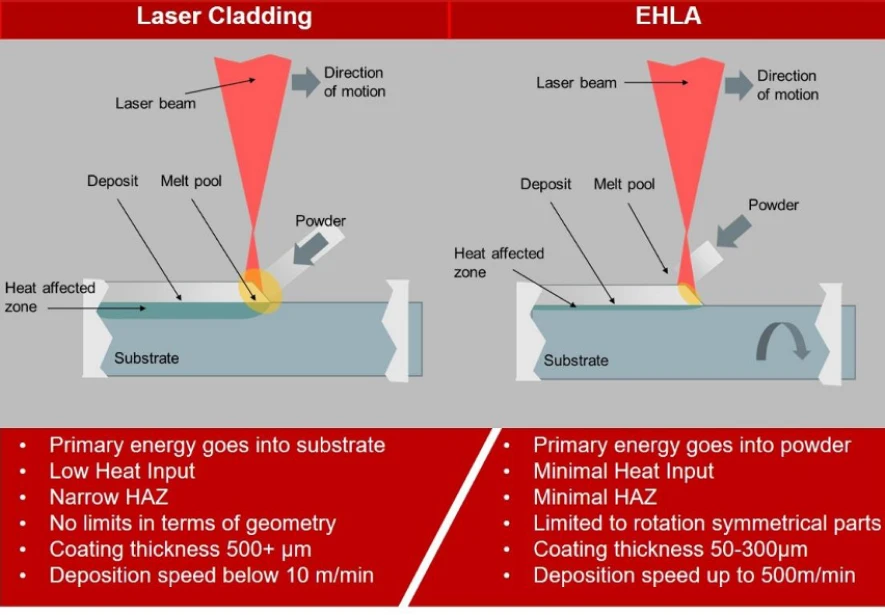
- Hohe Effizienz und schnelle Geschwindigkeit: Die Verarbeitungseffizienz (1,5-3,0 m²/h), die Liniengeschwindigkeit von bis zu 300 m/min, verbessern die Auftragsgeschwindigkeit erheblich.
- Glatte Auftragschicht: Nach dem Abschluss des Auftragens kann die Schicht sofort geschliffen und poliert werden, ohne dass eine Umdrehung erforderlich ist, was erhebliche Material- und Verarbeitungskosten spart.
- Die Auftragschicht kann variieren, von sehr dünn bis dick: Dünne Schicht (0,2 mm-0,3 mm), mittlere Schicht (0,3 mm-1,5 mm) und dicke Schicht (0,3 mm-1,5 mm) sind möglich, in einigen Fällen kann auch eine Mehrschichtbeschichtung erreicht werden, was praktisch und schnell ist.
- Der Wärmeeintrag ist gering, und das Werkstück verformt sich nicht leicht: Hochgeschwindigkeits-Auftragschweißen hat einen niedrigen Wärmeeintrag in das Werkstück, eine geringe thermische Verformung des Werkstücks, und kann zur Bearbeitung von dünnwandigen und kleinen Bauteilen eingesetzt werden.
- Langsame Verdünnung: Die Verdünnungsrate kann auf 3 % eingestellt werden, was hilft, die hohe Leistungsfähigkeit der Auftragsbeschichtung zu erhalten.
- Verarbeitbare Nichteisenmetalle: Es ist besonders geeignet für die Forschung und Analyse von Nichteisenmetallen, da es die Oberflächenverstärkung von Nichteisenmetallen wie Kupfer, Aluminium, Titan usw. ermöglichen kann.
- Hohe Leistungsdichte des Laser-Schweißnahtbereichs: Es ist in der Lage, Pulvermateralien mit hohem Schmelzpunkt aufzutragen.
- Energieeinsparung und Umweltschutz mit breiter Anwendung: Während des Hochgeschwindigkeits-Auftragsprozesses entstehen keine drei Abfälle (Abwasser, Abgase, Abfälle), was die Einschränkungen vieler traditioneller Auftragsanwendungsgebiete aufbricht. Es wird breit vermarktet und in einer Vielzahl von Anwendungen verwendet. Es ist derzeit eine praktikable und erfolgreiche Methode zur Ablösung der Galvanisierung.