




Dépôt Métallique Laser (LMD) / Revêtement par Laser.
La technologie d’interaction directe du matériau de remplissage (poudre ou fil) avec un faisceau laser, en construisant une couche de matériau sur la surface du substrat, reste la même – elle est connue sous le nom de REVÊTEMENT PAR LASER.
Processus
Le revêtement par laser, également connu sous le nom de dépôt métallique laser (LMD) ou dépôt d’énergie directe (DED), utilise des poudres d’alliage métallique ou des fils métalliques pour améliorer les surfaces des composants métalliques.
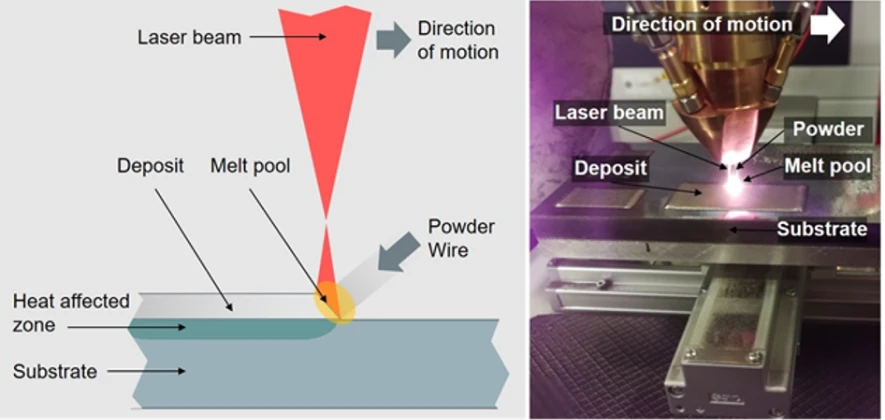
Le processus de revêtement par laser utilise un faisceau laser pour créer un bain de fusion sur un substrat métallique. La poudre métallique ou le fil métallique est injecté directement dans le bain de fusion, et le métal déposé refroidit ensuite de manière contrôlée et régulière, créant une liaison métallurgique complète avec le substrat.

Dans le revêtement par laser, le faisceau laser est mis au point ou hors de focalisation sur la pièce à travailler avec une taille de spot sélectionnée. Le matériau de revêtement en poudre est transporté par un gaz inerte à travers une buse à poudre dans le bain de fusion.
Les optiques laser et la buse à poudre sont déplacées sur la surface de la pièce pour déposer des pistes uniques, des couches complètes ou même des accumulations de grande envergure.
Cela permet d’obtenir les avantages suivants :
- Faible zone affectée par la chaleur (HAZ).
- Faible dilution [2] avec le substrat (environ 5%), ce qui donne de meilleures propriétés de revêtement.
- Liaisons métallurgiques, ce qui conduit à une résistance aux chocs maximale.
- Faible apport de chaleur, ce qui entraîne une déformation négligeable.
- Haute fiabilité et répétabilité du processus.
- Haute efficacité de dépôt [3] en travaillant avec des matériaux en poudre (80-95%).
- Grande variété d’options de dépôt.
Parallèlement, le matériau de remplissage sous forme de poudre ou de fil est transféré dans la zone du bain de fusion, fond, et forme un revêtement sur la surface du matériau de base.
Comme le processus se déroule lors du mouvement d’une pièce ou de la tête de travail, nous créons des soi-disant cordons de soudure de taille définie sur la surface (la largeur étant généralement égale à la taille du spot du faisceau laser).

L’une des sous-variantes récemment très populaires du revêtement par laser conventionnel (dépôt métallique laser) est une technique de revêtement par laser haute vitesse, qui suscite de plus en plus d’intérêt de la part des utilisateurs industriels dans les applications de revêtement, en raison des raisons majeures suivantes :
- Le revêtement laser haute vitesse offre une efficacité de traitement plus élevée.
- Une précision de traitement supérieure.
- Des coûts de traitement futurs réduits.
- Une quantité minimale d’apport thermique à la pièce, ce qui peut réduire la déformation de la pièce, parmi d’autres avantages.
Le processus de dépôt EHLA (Application laser haute vitesse extrême) ou HSLC (Revêtement laser haute vitesse) est un procédé de revêtement novateur inventé par l’Institut allemand de technologie laser Fraunhofer ILT, qui a montré un potentiel pour être disruptif dans la production de revêtements à grande échelle, en tant que technologie verte, capable de haute vitesse, de grande efficacité matérielle et de faible consommation d’énergie.
EHLA / HSLC peut être considéré comme supérieur à bien des égards aux nouvelles et anciennes technologies de revêtement concurrentes, tant en tant que procédé de revêtement qu’en termes de performance et de caractéristiques des revêtements résultants pour la protection contre les environnements corrosifs, abrasifs, érosifs et thermiques.

Avantages du procédé EHLA / HSLC
Haute efficacité et rapidité : Efficacité de traitement (1,5-3,0 m²/h), vitesse de ligne jusqu’à 300 m/min, ce qui améliore considérablement l’efficacité du revêtement.
Couche de revêtement lisse : Une fois le revêtement terminé, il peut être immédiatement meulé et poli sans nécessiter de tournage, entraînant ainsi des économies significatives en matériaux et en coûts de traitement.
Épaisseur de la couche de revêtement variable : Le revêtement peut être mince (0,2 mm-0,3 mm), moyen (0,3 mm-1,5 mm) ou épais (0,3 mm-1,5 mm), et dans certains cas, un revêtement multicouche peut être réalisé, ce qui est pratique et rapide.
Faible apport de chaleur et déformation minimale de la pièce : Le revêtement haute vitesse génère un faible apport de chaleur, réduisant ainsi le degré de déformation thermique de la pièce, et peut être utilisé pour traiter des composants à parois minces et de petite taille.
Dilution lente : Le taux de dilution peut être ajusté à 3%, ce qui contribue à préserver les performances de haute qualité du revêtement.
Métaux non ferreux traitables : Il est particulièrement adapté à la recherche et à l’analyse des métaux non ferreux, car il permet de renforcer la surface de matériaux non ferreux tels que le cuivre, l’aluminium, le titane, etc.
Haute densité de puissance du joint de soudure laser : Il est capable de revêtir des matériaux en poudre à point de fusion élevé.
Économie d’énergie et protection de l’environnement, avec une large application : Pendant le processus de revêtement haute vitesse, aucun déchet tridimensionnel n’est généré, ce qui permet de briser les limites de plusieurs domaines d’application traditionnels. Il est largement utilisé dans de nombreuses applications et constitue actuellement une méthode viable et réussie pour remplacer le placage électrolytique.